
贝曼首饰加工培训之失蜡铸造篇-注蜡
2021-01-15
胶模开好后就可以进行注蜡操作了。注蜡操作应该注意对蜡温、压力以及胶模的压紧等因素。制作蜡模使用的蜡一般是兰色的模型石蜡,其融化温度在60℃左右,注蜡温度在65℃左右。还

胶模开好后就可以进行注蜡操作了。注蜡操作应该注意对蜡温、压力以及胶模的压紧等因素。制作蜡模使用的蜡一般是兰色的模型石蜡,其融化温度在60℃左右,注蜡温度在65℃左右。还有一些其他颜色的石蜡,性质略有不同。蜡温及注射压力是由注蜡机决定的。注蜡机的类别通常有风压式和真空式两种。这两种注蜡机的注蜡原理基本相似,就是利用气压将熔融状态的蜡注入胶模。两者的区别在于真空式注蜡机能够先将胶模抽真空,在向胶模注蜡;而风压式注蜡机只能直接向胶模注蜡。所以通常操作以真空式注蜡机比较容易掌握,而风压式注蜡机则需要具有一定的经验。
注蜡机中的加热器和感温器能够使蜡液达到并保持一定的温度。通常注蜡机中蜡的温度应该保持在70~75℃之间,这样的温度能够保证蜡液的流动性。如果温度过低,蜡液不易注满蜡模,造成蜡模的残缺;反之蜡液温度过高,又会导致蜡液从胶模缝隙处溢出或从注蜡口溢出,容易形成飞边或烫伤手指。
注蜡机蜡筒内的压力是由外接气泵提供的,一般应该保持在0.5~0.7at(或kgf/cm2)即0.051~0.071Bar之间,也可以根据蜡模的体积和复杂程度进行适当的调整。
注蜡之前,首先应该打开胶模,检查胶模的完好性和清洁性。如果是使用过的胶模,就应该向胶模中尤其是形状比较细小复杂的位置喷洒脱蜡剂(也可撒上少量滑石粉),以利于取出蜡模;其次应该预热注蜡机,打开气泵,调整好压力和温度。
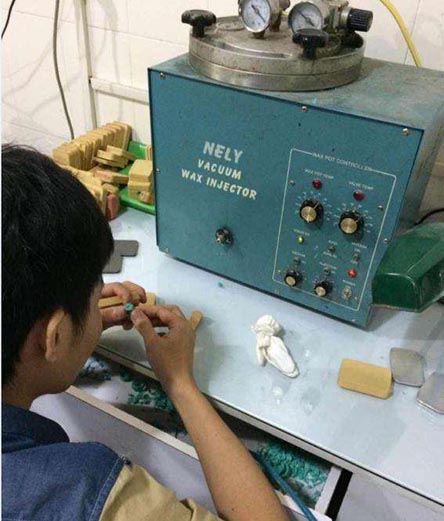
注蜡时,应该用双手将夹板(可以是有机玻璃板或木板、铝板等)中的胶模夹紧,注意手指的分布应该使胶模受压均匀;将胶模水口对准注蜡嘴平行推进,顶牢注蜡嘴后双手不动,用脚轻轻踏合注蜡开关并随即松开,双手停留1~2秒后,将胶模放置片刻,即可打开胶模(如果胶模有底,应该首先将模底拉出),取出蜡模。蜡模取出后仔细检查,如果出现比较严重的缺边、断脚等问题,这样的蜡模就属于废品。如果是一些比较细小的缺陷,则应该进行蜡模的修整。
一般而言,注蜡后取出的蜡模都会或多或少地存在一些问题,如飞边、多重边、断爪、肉眼可见的砂眼、部分或整体结构变形、小孔不通、花头线条不清晰、花头搭边等等。对于飞边、多重边、花头不清晰、花头搭边等缺陷可以用手术刀片修光;对于砂眼、断爪可以用焊蜡器进行焊补;小孔不通的可以用焊针穿透;对于蜡模的变形可以在40~50℃的热水中进行校正。
另外,对于手寸不同的戒指,如果等到执模时再改指圈,无疑既费工又费料。所以一般的生产企业都是在修蜡模时直接改指圈。改指圈使用焊蜡器非常方便,焊好后用刀片修整一下焊缝即可。

上述注蜡流程都是相对传统的注蜡方法了,虽然传统注蜡机成本低,但是人工成本高、成品率低、废料多。欧饰珠宝首饰设备根据客户需求研发生产半自动注蜡机、单工位、双工位、三工位、四工位注蜡机等,满足客户各个阶段需求。全自动注蜡机无需人工压夹板,只需奖胶模放入模线,全自动注蜡机会自动扫描参数、推送到夹板、注蜡、冷却、一秒一个好产品,可以直接拔模。真正实现自动化,不仅大大节省人工成本、厂房面积、良品率更是达到100%,升级版的注蜡机免修蜡模。